Los termos de acero inoxidable y los vasos metálicos (tumblers) son de los productos más rentables del grabado láser. Pero su forma cilíndrica y sus recubrimientos exigen el accesorio correcto y los parámetros adecuados para un resultado parejo en 360°.
En resumen: Para grabar termos y vasos metálicos con láser de fibra (Gravit) necesitas un accesorio rotativo (rotary) que gira la pieza sincronizado con el láser. Sobre inox desnudo, la fibra marca por recocido o ablación con alto contraste; sobre termos pintados o recubiertos, retira la capa y revela el metal. No usa tintas ni consumibles.
Por qué fibra y no CO2 para termos metálicos
El láser CO2 no marca el metal desnudo directamente (necesitaría sprays especiales). El láser de fibra marca el inox y el aluminio directamente, sin recubrimientos: por eso es la tecnología correcta para termos, vasos y artículos promocionales de metal.
Vectores Gratis para CNC
La biblioteca de diseños CNC más grande de México — DXF, SVG y CDR gratis
Explora nuestra biblioteca: mapas, cajas, mandalas, figuras geométricas y más. Archivos DXF, SVG y CDR listos para tu máquina.
Ver vectores gratis →El accesorio rotativo (rotary)
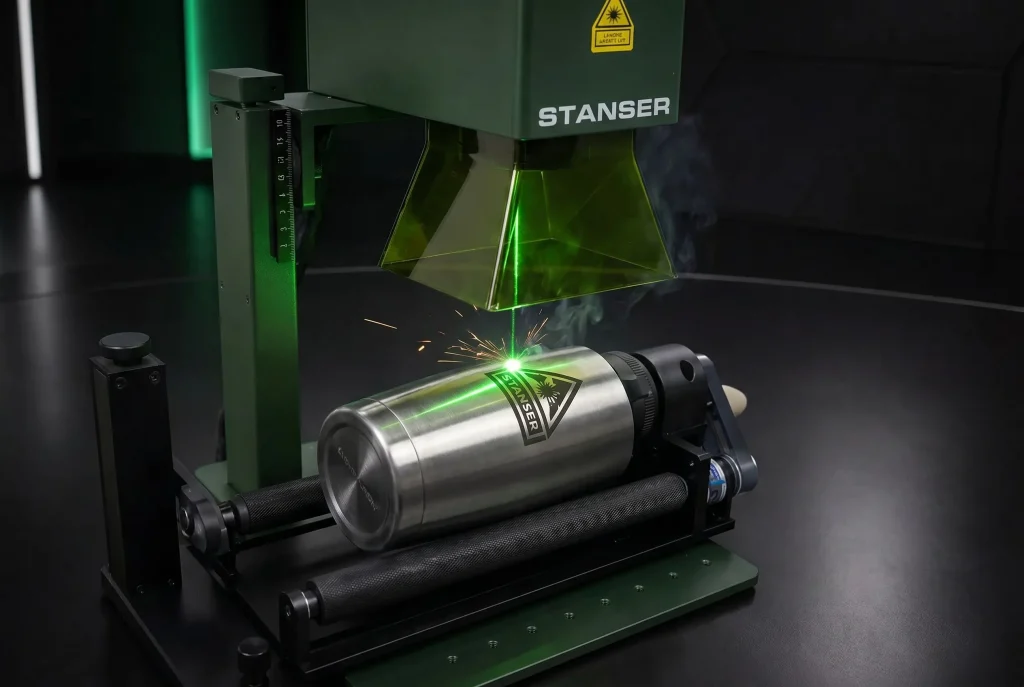
Un termo es cilíndrico, así que necesita un rotary: un dispositivo que gira la pieza coordinado con el avance del láser para grabar toda la circunferencia sin deformar el diseño. Se calibra según el diámetro del termo (mandril o rodillos). Sin rotary solo puedes marcar una cara plana pequeña.
Inox desnudo vs. termo pintado o recubierto
En inox desnudo, el grabado por recocido (annealing) deja una marca oscura permanente sin retirar material; en recubiertos, la ablación retira la pintura y revela el metal, creando contraste. Cada acabado pide su receta de potencia, velocidad y frecuencia.
Productividad y rentabilidad
Una marca toma segundos y no consume insumos, lo que hace de los termos un producto de alto margen. Si te interesa el lado de negocio, revisa cuánto se gana con el grabado láser. El equipo Gravit (portátil, desde 30 W) está pensado justo para este tipo de pieza.
Calcula tu retorno
Estima ganancias y recuperación con la calculadora de ROI o pide una demostración con tus termos.
Valores orientativos; confirma con tu material y equipo antes de producción.
| Material / Acabado | Potencia (%) | Velocidad (mm/s) | Frecuencia (kHz) | Pasadas | Resultado esperado |
|---|---|---|---|---|---|
| Acero inox desnudo — recocido (annealing) | 20–35 | 800–1 200 | 60–80 | 1 | Marca oscura permanente sin relieve, alto contraste |
| Acero inox desnudo — ablación superficial | 60–80 | 200–400 | 20–40 | 1–2 | Relieve táctil, acabado mate grisáceo |
| Recubrimiento en polvo (powder coat) | 25–45 | 500–800 | 40–60 | 1 | Remoción limpia de capa, metal brillante |
| Pintura líquida (termo pintado) | 20–40 | 600–900 | 50–70 | 1 | Revelado del metal base, bordes definidos |
| Aluminio anodizado (tumbler) | 15–25 | 1 000–1 500 | 80–100 | 1 | Contraste blanco/plata sobre color anodizado |
Valores orientativos; confirma con tu material y equipo antes de producción.
Problemas comunes al grabar termos y cómo resolverlos
Incluso con los parámetros correctos, la forma cilíndrica y los recubrimientos generan defectos si no se configuran bien el rotary y la velocidad de rotación:
- Marca dispareja a lo largo del cilindro. Causa: los pasos/mm del eje rotativo no están calibrados para el diámetro de la pieza. Solución: mide el diámetro real con vernier, ingrésalo en el software y recalibra los pasos/mm antes de la primera pasada.
- Quemado o halo en recubrimiento en polvo. Causa: potencia excesiva para la capa. Solución: reduce la potencia 10–15 % y sube la velocidad hasta retirar la capa sin calentar el borde.
- Imagen distorsionada en vasos cónicos (tumbler). Causa: el rotary no compensa la diferencia de diámetro entre base y boca. Solución: usa el modo de corrección de conicidad o compensa la distorsión en el vector.
- Contraste bajo en inox desnudo. Causa: velocidad demasiado alta para el modo recocido. Solución: reduce la velocidad 15–20 % y verifica la frecuencia en 60–80 kHz.
Un registro de prueba por lote (material, proveedor, grosor de capa) ahorra horas de ajuste cuando cambia el insumo.
Equipo recomendado: láser de fibra Gravit y Ultra Grav de Stanser
Los modelos Gravit y Ultra Grav están diseñados para grabado de alta precisión en metales y artículos promocionales, con compatibilidad nativa para accesorio rotativo. Si produces termos, vasos o tumblers de forma regular, reducen el tiempo de configuración y eliminan consumibles (sin tintas, sin sprays).
- Soporte técnico presencial en Monterrey, CDMX y Guadalajara.
- Primera pieza en 5 días hábiles.
- Garantía y refacciones en México.
Precios sin publicación — solicita tu cotización personalizada. Ver equipos láser de fibra Gravit →
Guías relacionadas
- Grabado láser en aluminio con Gravit: parámetros y acabados
- Parámetros para grabado láser en metal con Gravit
- Equipos láser de fibra para grabado industrial — línea Gravit
¿Listo para los números? Calcula tu ROI o solicita una cotización.
Preguntas frecuentes sobre grabar termos y vasos con láser
¿Se pueden grabar termos con láser CO2?
El CO2 no marca metal desnudo directamente. Para termos y vasos metálicos se usa láser de fibra (Gravit), que marca el metal sin sprays ni recubrimientos.
¿Necesito un accesorio rotativo para grabar vasos?
Sí. El rotary gira la pieza cilíndrica sincronizado con el láser para lograr un grabado parejo en los 360° del termo o vaso.
¿El grabado en termos se borra o destiñe con el uso?
No. Al ser una marca en el propio metal (recocido o ablación), es permanente y resiste el lavado y la manipulación.
¿Qué potencia necesito para grabar termos y vasos?
Entre 30 y 50 W de fibra suele bastar para marcado de alto contraste tanto en inox desnudo como en recubiertos.
MAQUINARIA CNC STANSER
¿Listo para llevar tu producción al siguiente nivel?
Router, láser, plasma y más. Instalación + Primera Pieza en 5 días. MTY · CDMX · GDL.
Conoce la maquinaria Stanser →El modelo Stanser ONE
Primera Pieza en 5 días
Instalación en sitio + capacitación enfocada. Tu CNC produciendo desde el primer día.
Refacciones en 24h
Stock permanente de refacciones originales. Envío exprés a todo México. Sin paros.
3 Sedes en México
Monterrey · CDMX · Guadalajara. Servicio técnico presencial donde estés.
Stanser — El Éxito No Es Casualidad® · Habla con un asesor →